
Буридани нуқтаҳои тез ба винтҳои мошинӣ монанд аст, аммо риштаи винт риштаи махсусест барои винтҳои худтанзимкунӣ.Он барои ба ҳам пайваст кардани ду ҷузъи металлии борик истифода мешавад, то як порча сохта шавад ва дар ҷузъҳо сӯрохиҳои хурдро пешакӣ сохтан лозим аст.Аз сабаби сахтии баланди ин винт, он метавонад мустақиман ба сӯрохи ҷузъ печида, риштаи дохилии ҷавобгӯро дар ҷузъ ташкил кунад.Ин намуди ташаккули пайвастшавӣ инчунин пайвасти ҷудошаванда мебошад.


Қисми якуми раванди омодагӣ ё раванди истеҳсолӣ барои винти хӯшадор раванди печидан аст.Раванди печҳои аслӣ мебошад, ки аз ҷониби истеҳсолкунандаи ашёи хом харида шудааст.Параметрҳои асосии катро дар бар мегиранд: A, бренди B, номи C, мушаххасоти D, мавод E, рақами печ ё рақами партияи F, миқдор ё вазн.Таркиби асосии химиявии печҳои пӯлоди карбон инҳоянд: C, Mn, P, S, Si, Cu, Al, ки дар онҳо миқдори Cu, Al камтар бошад, ҳамон қадар беҳтар аст.

Раванди дуюм дар истеҳсоли винтҳо раванди кашидани сим мебошад.Мақсади раванди кашидани сим ин ноил шудан ба диаметри сими ба мо лозим аст (масалан, кашидани сим то 3,5 мм).
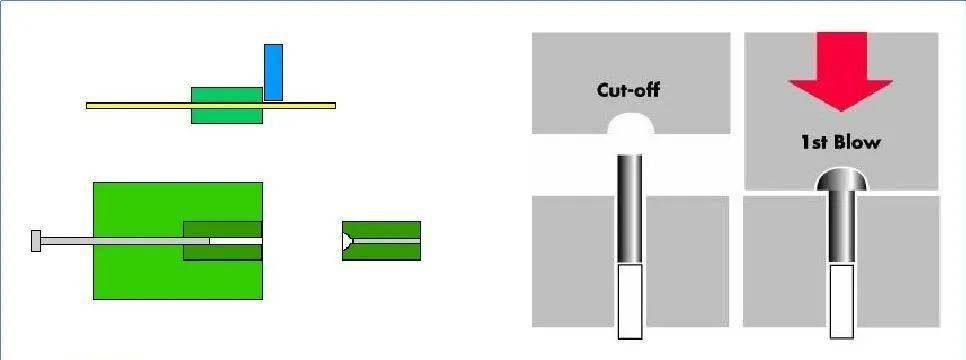


Раванди сеюм раванди хунук (сарлавҳа) мебошад.Тавассути таъсири мутақобилаи байни штампҳо барои шакл додан, аввал симро бурида, ба бланкаҳои печдор, ташаккул додани сар, чуқури салиб (ё дигар намуди сар) диаметри холии ришта ва дарозии асои, яклухткунии зери сар ва ғайра.
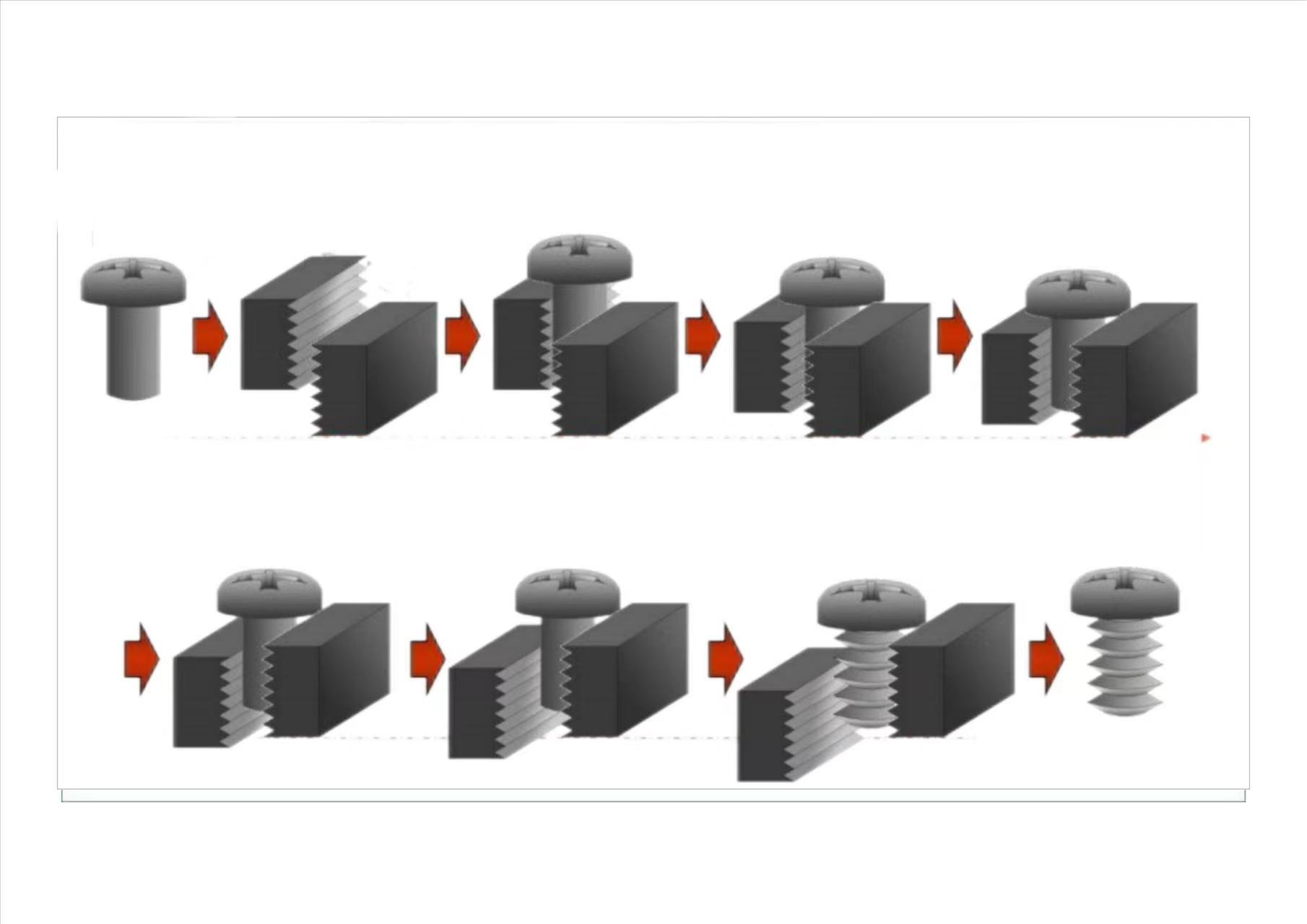
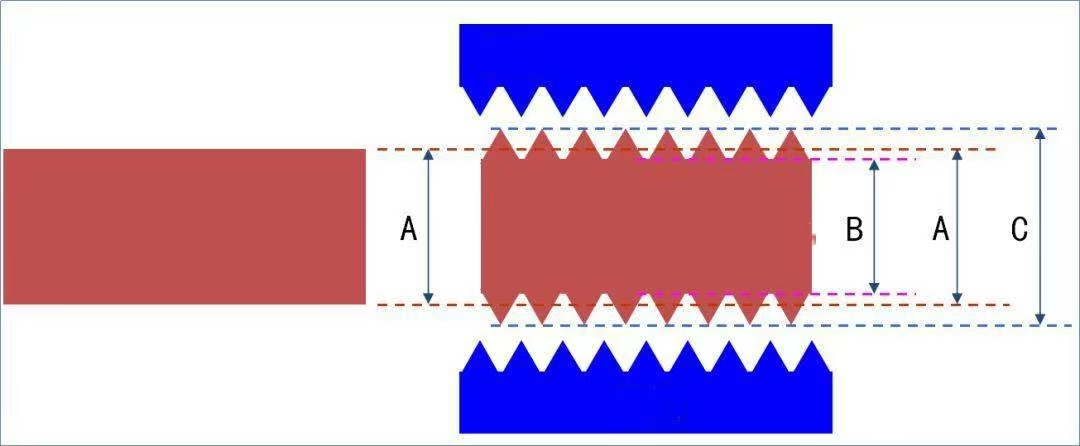

Процесси прокати ришта процесси чоруми истехсолот мебошад.Нахҳо аз бланкаҳои сарлавҳаи сард печонида мешаванд ва намунаи ришта аз таъсири мутақобилаи плитаҳои дандонҳои ҳаракаткунанда ва устувор ба вуҷуд меояд.

5, Раванди коркарди гармӣ
01. Мақсад:
Барои сохтани винт дар раванди сарлавҳаи сард барои ба даст овардани сахтӣ ва қувват баландтар
02. Нақш:
Барои ноил шудан ба қуфлкунии худтанзимкунии металл
Хусусиятҳои механикии қисмҳои металлӣ, аз қабили чархзанӣ, кашиш, муқовимат ба фарсудашавӣ беҳтар карда шавад
03. Тасниф:
A. Annealing: (700 ℃ x 4hr): ташкилоти elongated - полигонизатсияи ортогоналӣ.
B. Табобати гармии карбюризатсия (илова кардани карбон ба қисмҳои металлӣ барои беҳтар кардани сахтии сатҳи онҳо, барои маводи металлӣ бо миқдори ками карбон)
C. Табобати гармии гармӣ (ҳеҷ гуна элемент ба металл илова карда намешавад, сохтори дохилии металл бо тағирёбии ҳарорат барои ба даст овардани хосиятҳои механикии беҳтар тағир дода мешавад) Барои бозори Австралия, мо эътимоди қавӣ дорем, фурӯшандагони аълои савдои хориҷӣ, гуногун аз маҳсулот, ҳамчун як корхона, назорати қатъии интиқол ва сифати маҳсулот, як дастаи ором ва ғайра, инҳоянд, ки мо барои чипҳои бозори Австралия рақобат мекунем.
Раванди ниҳоӣ раванди коркарди рӯизаминӣ мебошад, ки бо номи пӯшиш низ маълум аст.Пас аз пӯшиш, сатҳи маҳсулот метавонад эффекти дилхоҳи ранг ва эффекти зидди оксидшавии рӯизаминиро нишон диҳад.

Маҳсулоти асосии XINRUIFENG Fastener винтҳои бурро ва бурҷҳои пармакунӣ мебошанд.
Ба винти нуқтаи тез винтҳои девори хушк, винтҳои тахтаи драспонӣ, винтҳои худкор, навъҳои сари csk, сари шонздаҳӣ, сари трус, сарлавҳаи табақ ва винтҳои тези сари чорчӯба дохил мешаванд.
Ба винти нуқтаҳои пармакунӣ винтҳои пармакунии хушкӣ, винтҳои худпармакунии csk, иддаҳои худпармакунии шонздаҳӣ, сари шонздаҳӣ бо иддаоҳои худпармакунӣ бо EPDM дохил мешаванд;PVC;ё мошини ҷомашӯии резинӣ, сари truss иддао пармакунии худидоракунии, иддао худпармакунӣ сари пантуркист ва пантуркист иддао пармакунии худидоракунии.
Сифати аъло, нархи рақобатпазир ва расонидани саривақтӣ се рукни муваффақияти мо мебошанд.Ва мо мехоҳем, ки шарикии дарозмуддат барқарор кунем ва бо ҳама мизоҷони худ ба бурди бурднок бирасем.
Вақти фиристодан: июн-28-2023